

CNC | 手轮异常故障诊断

2025-09-08

来源:菱秀集团
概要
本文以常见的三轴加工机床为例,介绍如何通过三菱系统诊断信号,辅助判断操作手轮在使用中的故障。
手轮功能分区
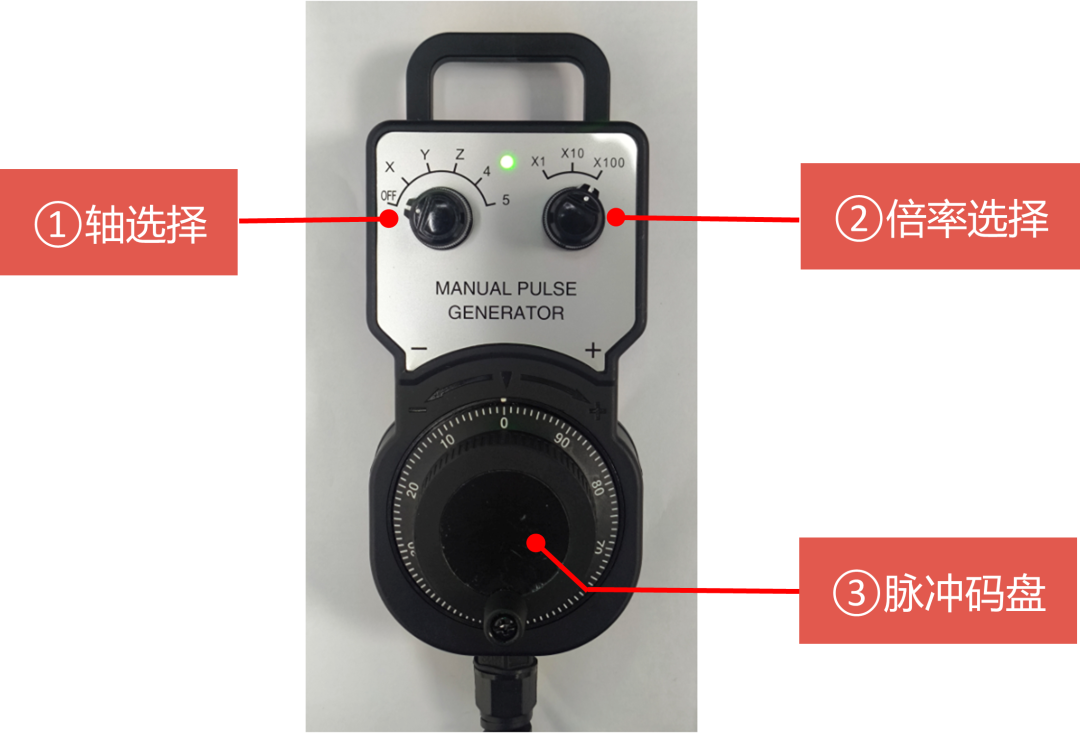
图1
①轴选择:旋转档位选择想移动的(X/Y/Z),置于OFF档时,手摇脉冲码盘无效;
②倍率选择:通过倍率档位设定码盘每转一小格的最小移动单位(X1=0.001mm,X10=0.010mm,X100=0.100mm);
③脉冲码盘:顺时针或逆时针操作码盘,控制手轮发出的脉冲信号,对应轴前进与后退移动。
诊断故障时手轮信号状态
当我们操作手轮出现无法移动对应轴的故障时,可以按下面指引,诊断相关信号状态。
1.系统模式选择确认:(PLC信号-YC47=1)

表1
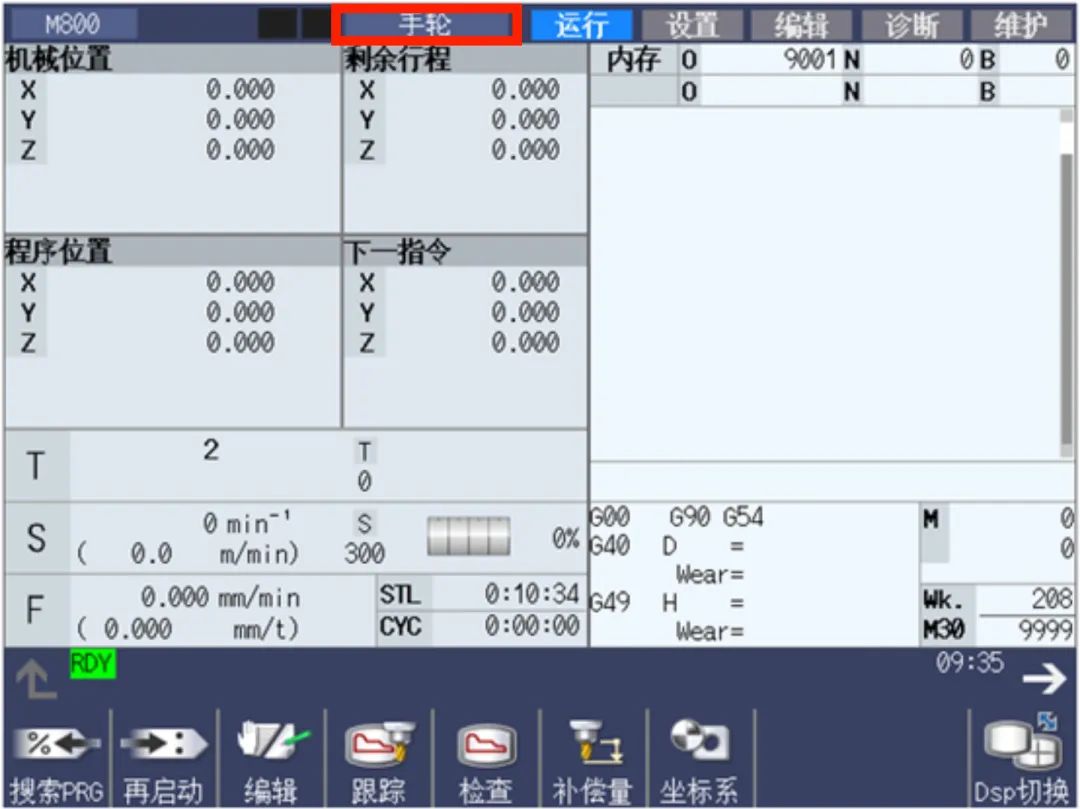
图2
系统操作界面状态显示:手轮
2.手轮轴选择: (PLC信号-YC40~4)
表2
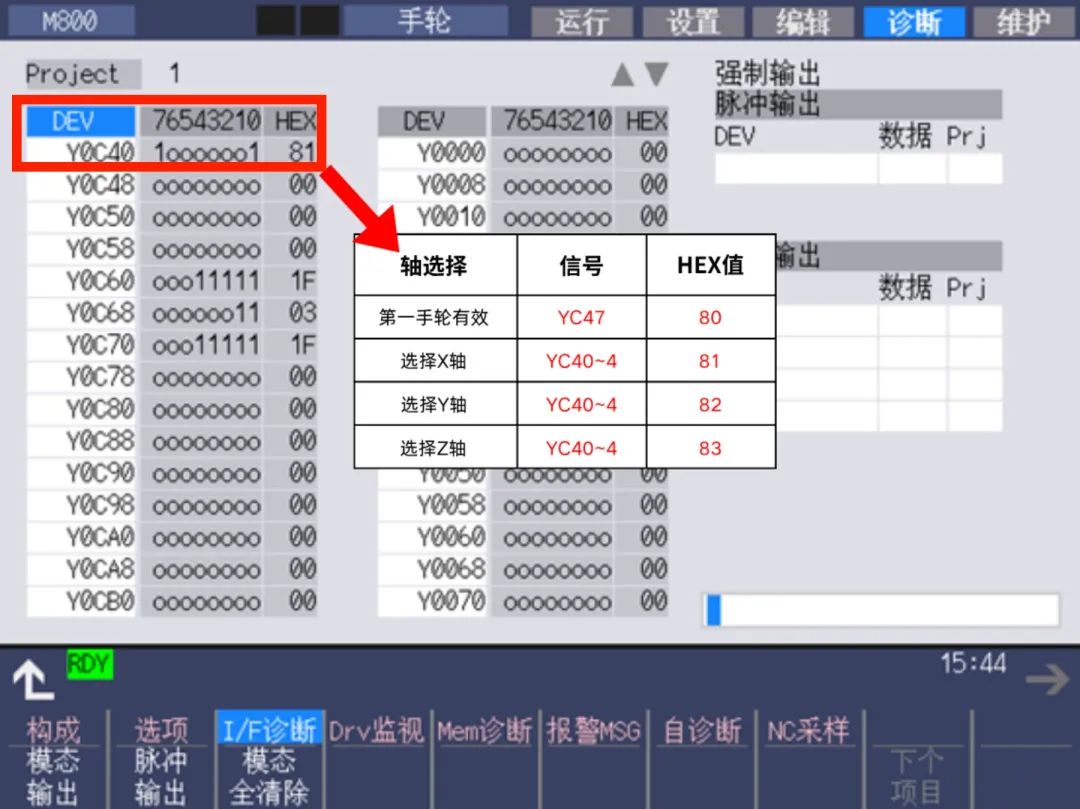
图3
[ 动 作]
要在手轮模式移动轴,需要以下条件:
(1) 选择手轮模式
(2) 在第1手轮轴选择代码设定想要移动的轴号
(3) 接通后述的第1手轮有效信号(HS1S)
(4) 转动手轮→开始移动
3.手轮倍率选择:(PLC信号-YC80~2)
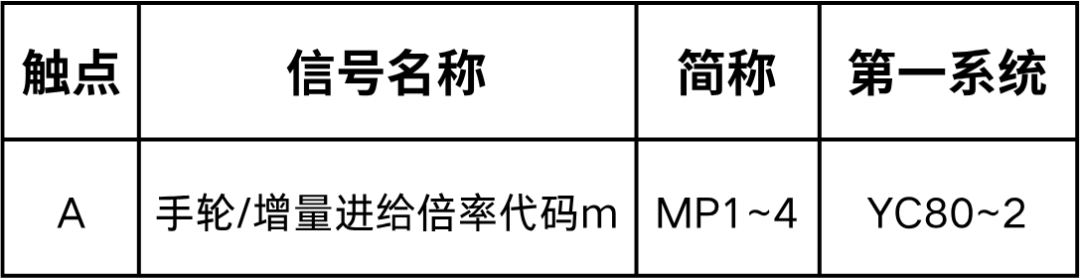
表3
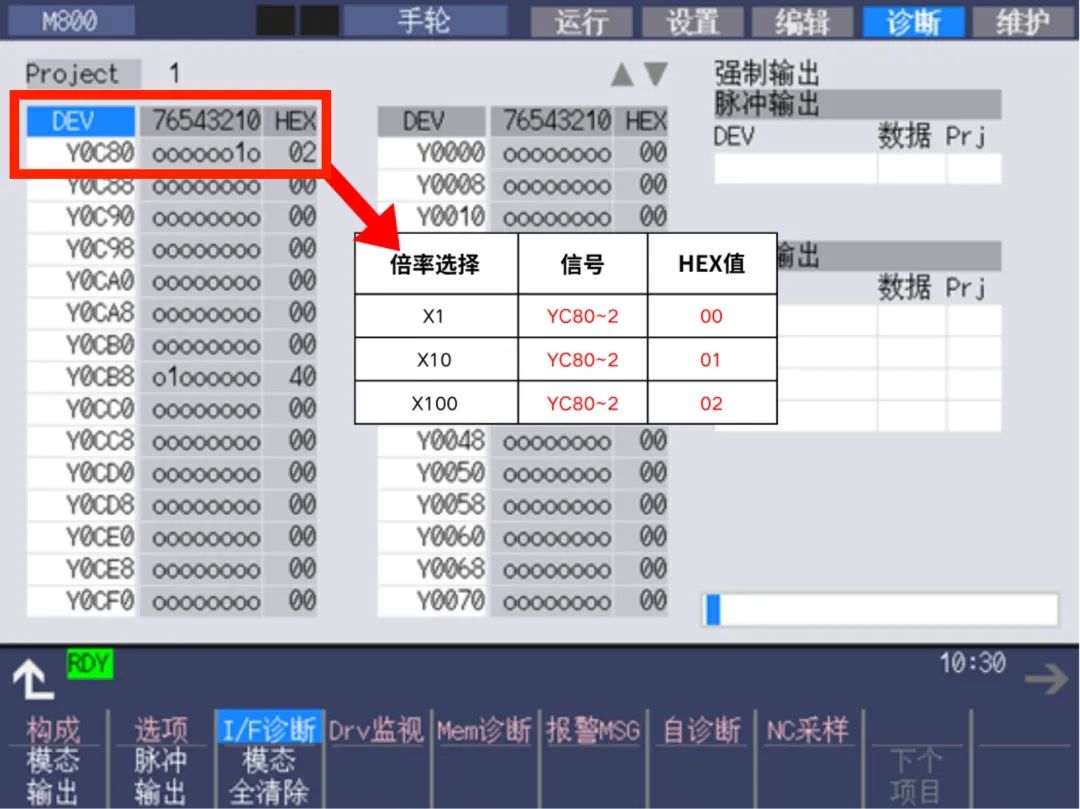
图4
4.手轮脉冲码盘计数:(PLC信号-R116)
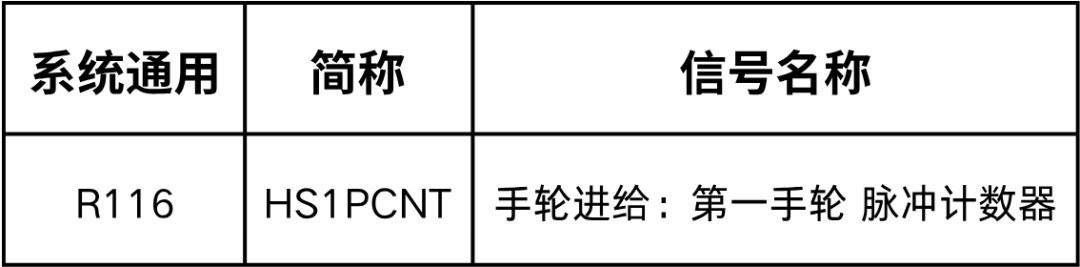
表4
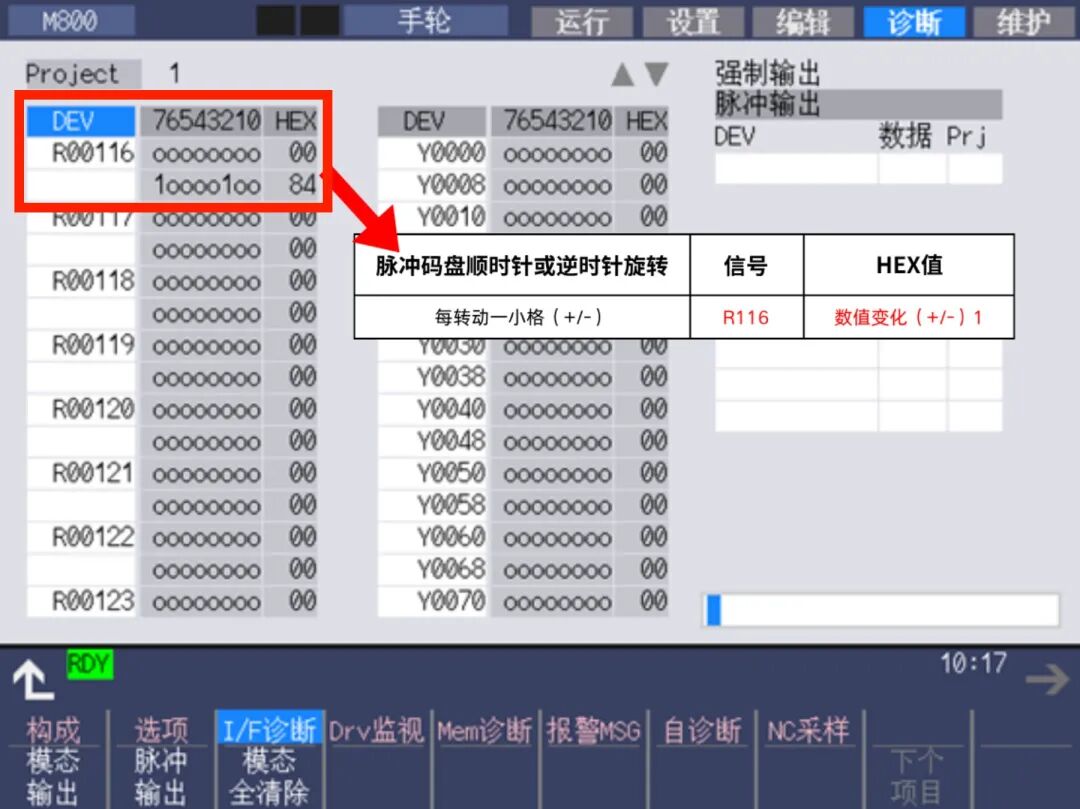
图5
通过上述手轮各相关信号检查,可以快速判断出手轮异常信号故障点,方便排除故障。
安全提示:
维修检查措施,必须在专业人员或机床厂家的保障下进行,避免发生事故。
TAG标签:
声明:本文来自投稿,不代表上海菱秀自动化科技有限公司立场,如若转载,请注明出处:https://www.sh-lingxiu.com/wxgcfaq/show461.html
若本站的内容无意使用了贵司信息,请给我们来信,我们会及时处理和回复。








