


2025-05-21

来源:菱秀集团
NC Analyzer2在电机异响诊断中的运用
在工业自动化应用中,数控机床被广泛应用,机床在运行中出现电机异响,会引起机床的不稳定,可能导致电机的损坏,因此需要寻找原因并解决。 本文介绍三菱CNC的调整软件NC Analyzer2,在诊断使用三菱数控系统机床运行时出现电机异响中的运用。
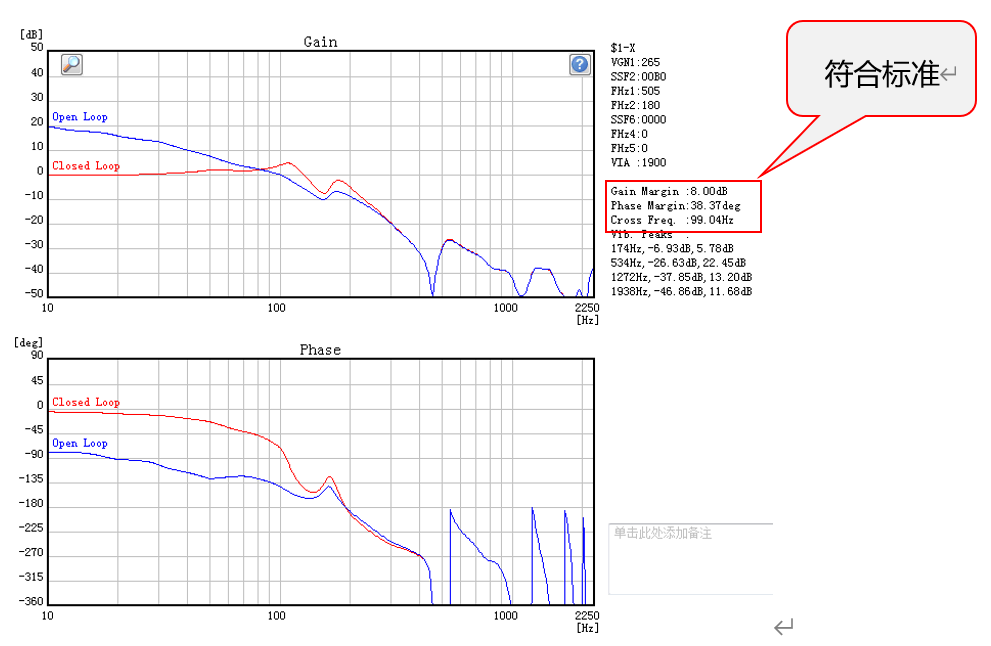
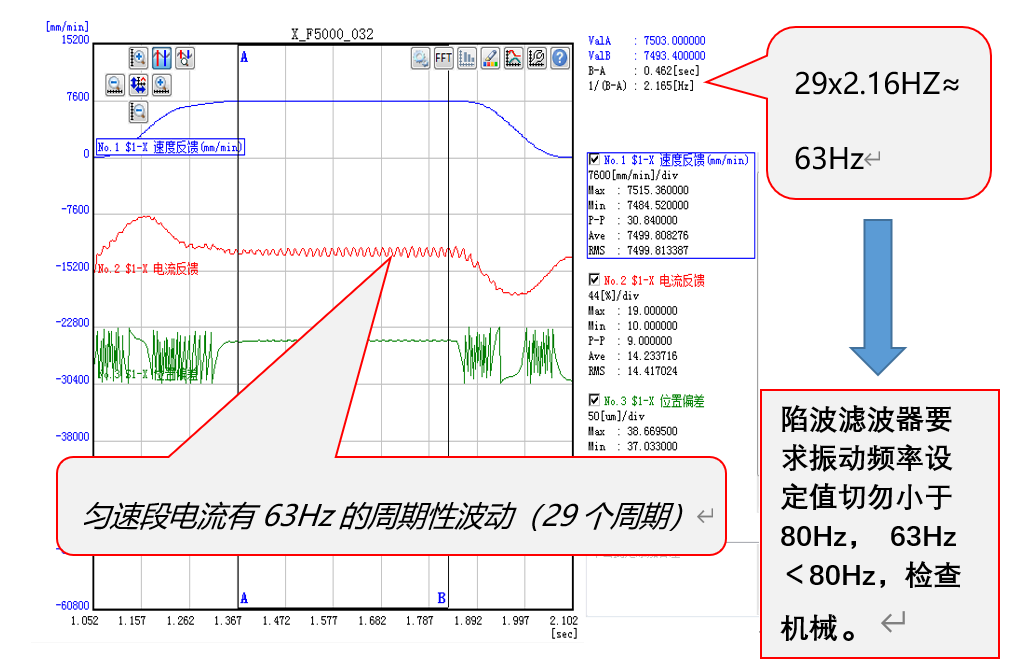
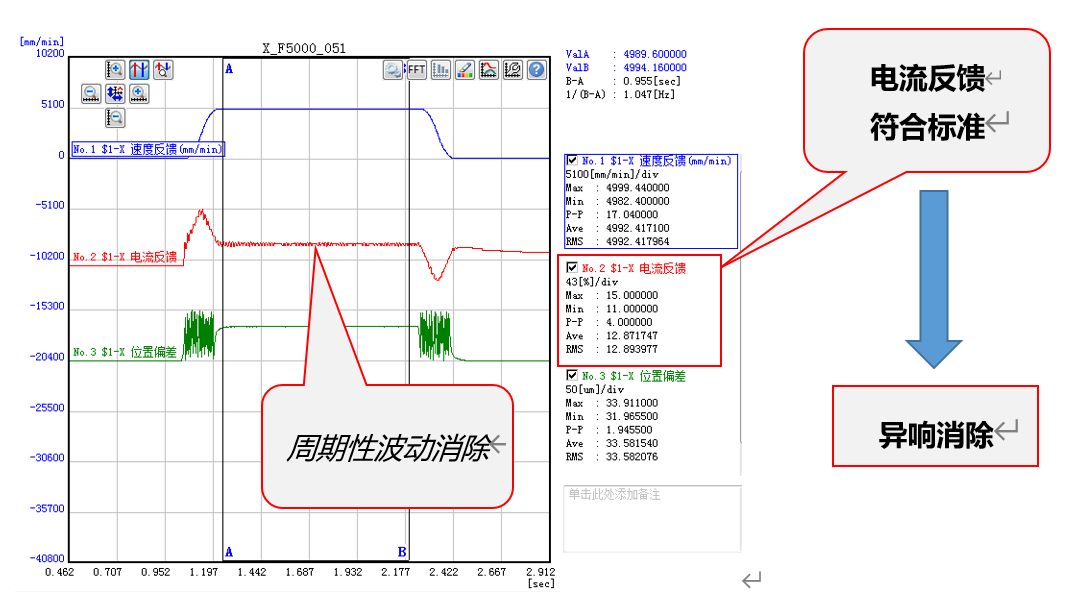
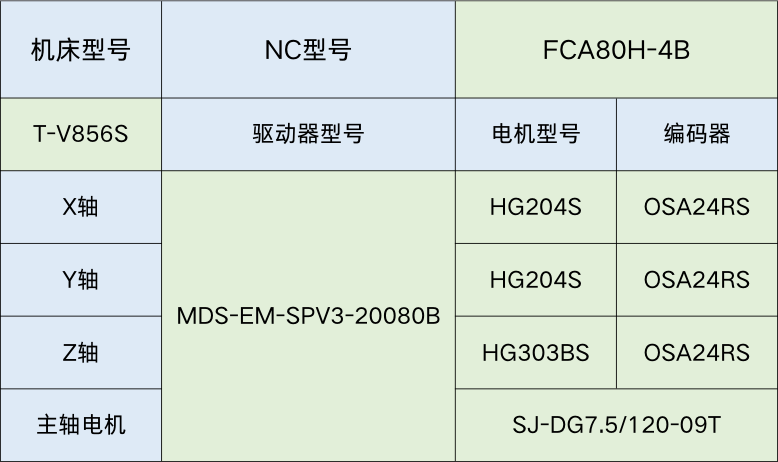
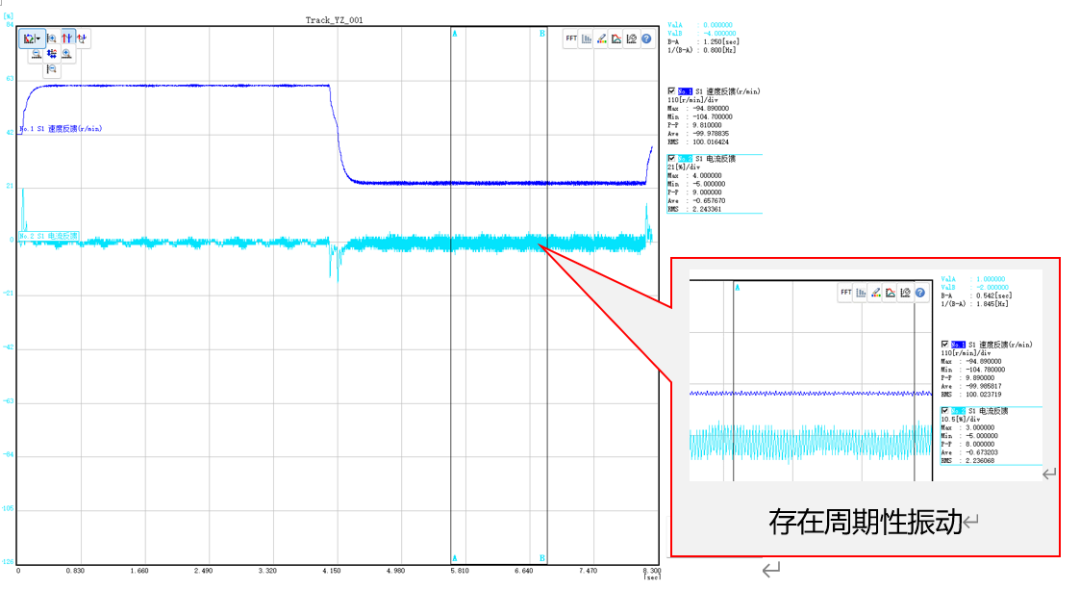
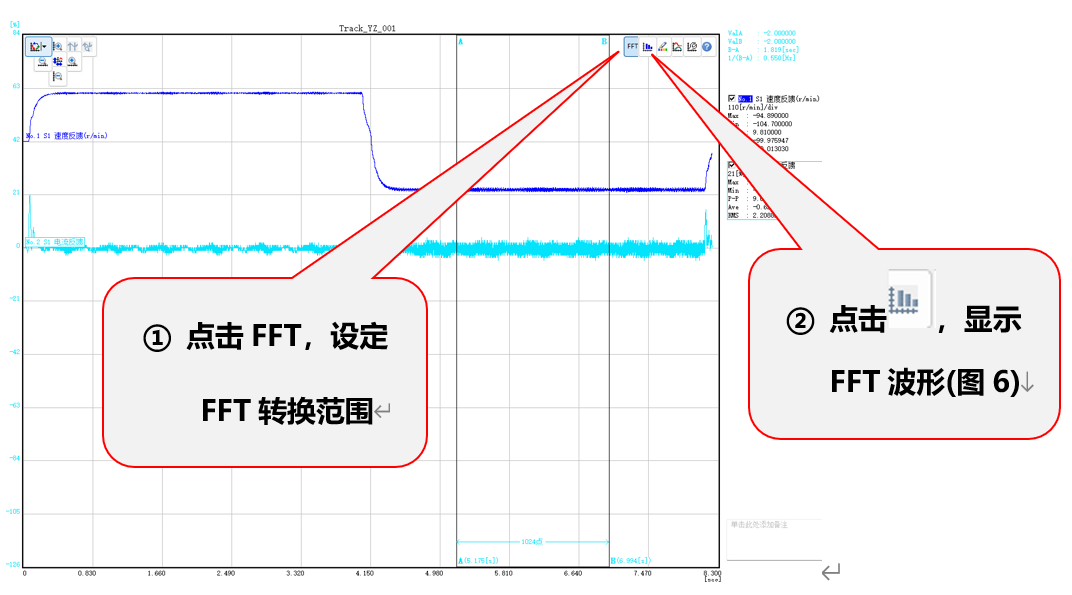
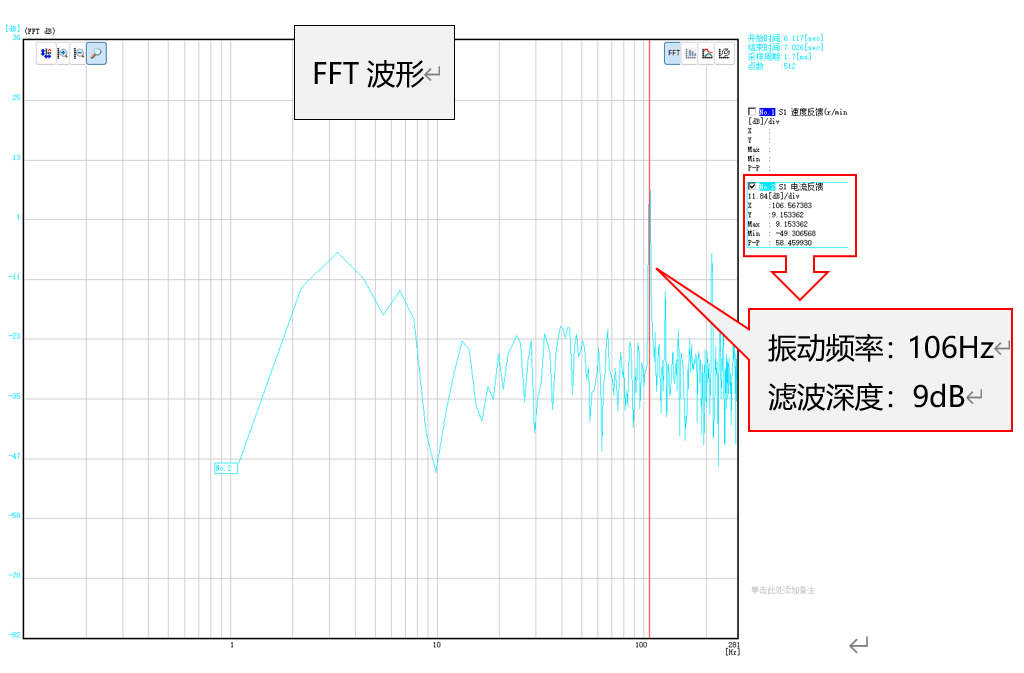
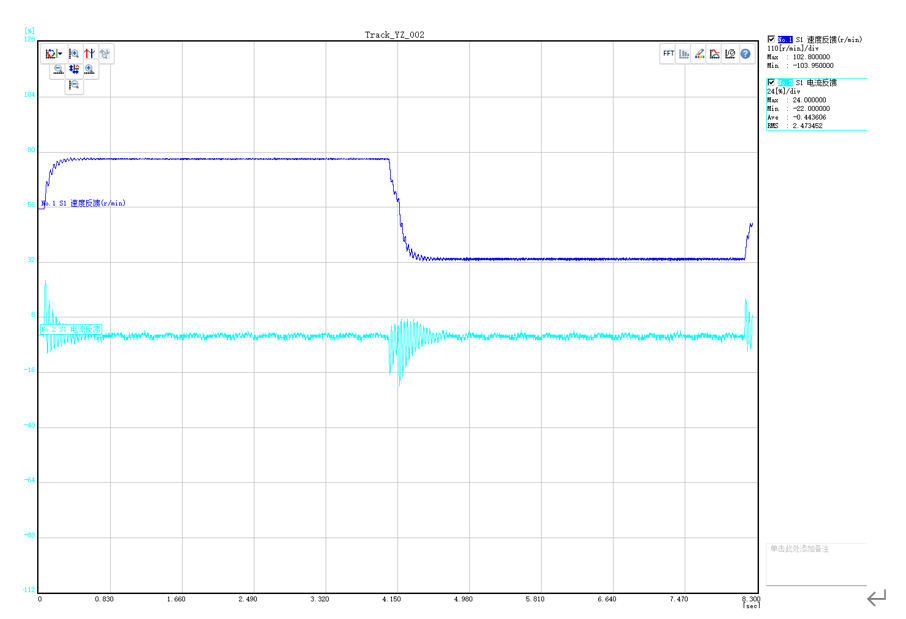
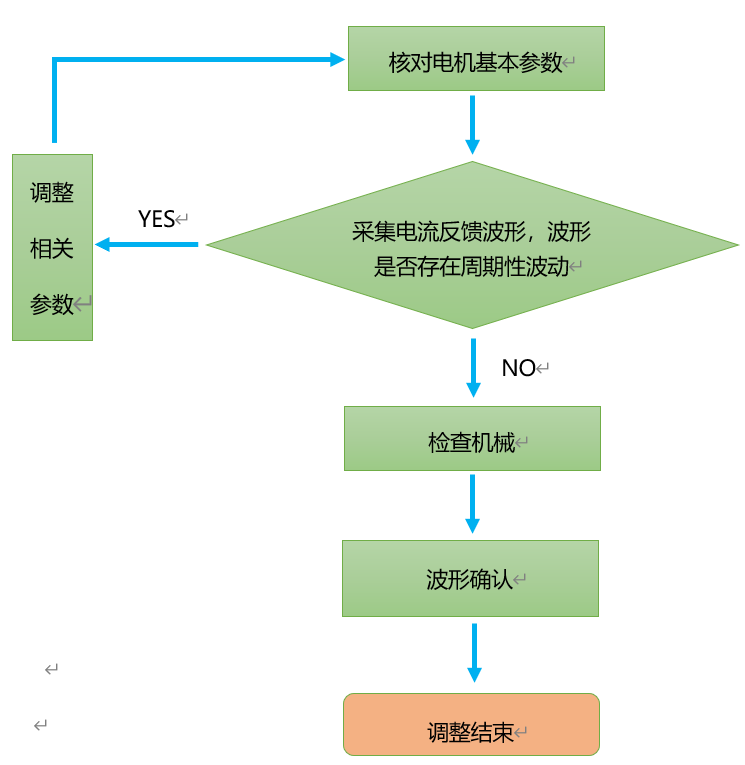
客户处一台立式加工中心,移动X轴时会出现异响。 表1 2、引起异响或振动的常见原因: 参数设置不当 编码器故障 机械部分故障 3、处理过程 ①.根据伺服电机配置核对参数。OK! ②.使用NC Analyzer2软件对X轴做频率响应测试,测得的数值(增益裕量、相位裕量、交叉频率)符合标准(图1)。 图1 ③.手动调整参数#2238(陷波滤波器1)和#2205(速度环增益1),异响可以短暂消除,过一会又出现,无法通过参数调整消除异响。 ④.使用NC Analyzer2测X轴的电流反馈波形,电流反馈波形有周期性波动(图2)。 图2 ⑤.通过电流反馈波形发现X轴移动时有低频振动发生,怀疑机械故障,MTB检查机械发现电机和丝杠的连接异常,调整连接后异音消除,测得X轴电流反馈波形周期性波动消除(图3)。 图3 案例二:主轴电机异响 1、问题描述: 客户处一台立式加工中心,主轴低速反转时有异响发出。 表2 2、引起异响或振动的常见原因: 参数设置不当 安装精度不良 机械或主轴电机故障 3、处理过程 ①.根据主轴电机型号核对参数。OK! ②.使用NC Analyzer2采集主轴电机低速正反转的电流反馈波形,观察主轴电机正反转电流反馈波形,反转的电流反馈波形存在周期性波动(图4)。 图4 ③.对采集的电流反馈波形进行FFT转换显示(图5),主轴反转存在106Hz振动频率,滤波深度为9dB, 将参数#13038[陷波滤波器频率1]设为106HZ,#13034 bit3-1[陷波滤波器1 的深度]设为011,主轴低转速反转异响消除,采集的电流反馈波形正常,无周期性波动(图7)。 图5 图6 图7 调整思路 图8 注:调整相关参数详见三菱数控系统M800/M80/E80/C80报警/参数说明书[IB-1501293(CHN)-H]。 三菱电机CNC售后服务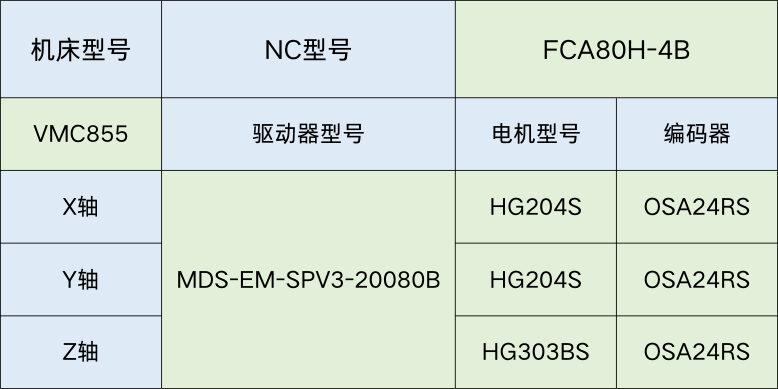
三菱电机CNC在全国各地设有多个售后服务点及备件仓库,客户可以通过电话、传真、邮件等方式联系受理中心进行咨询,资深工程师担任解答,并通过距离客户最近的服务点或备件仓库为客户提供周到服务!
TAG标签:电主轴维修








