


2025-04-28

来源:菱秀集团
刀臂式刀库大刀设置
为了避免出现此情况,通过以下方法来了解三菱系统大刀设定方法。
开启大刀设置的两种方法
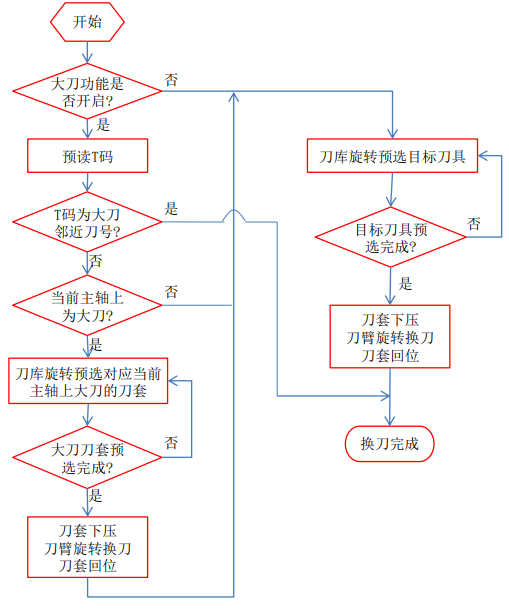
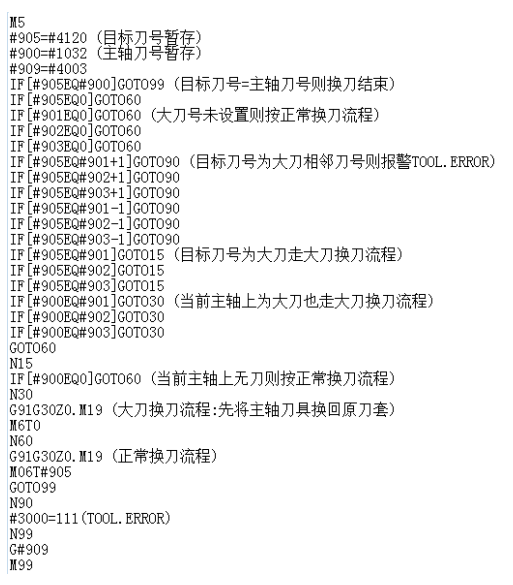
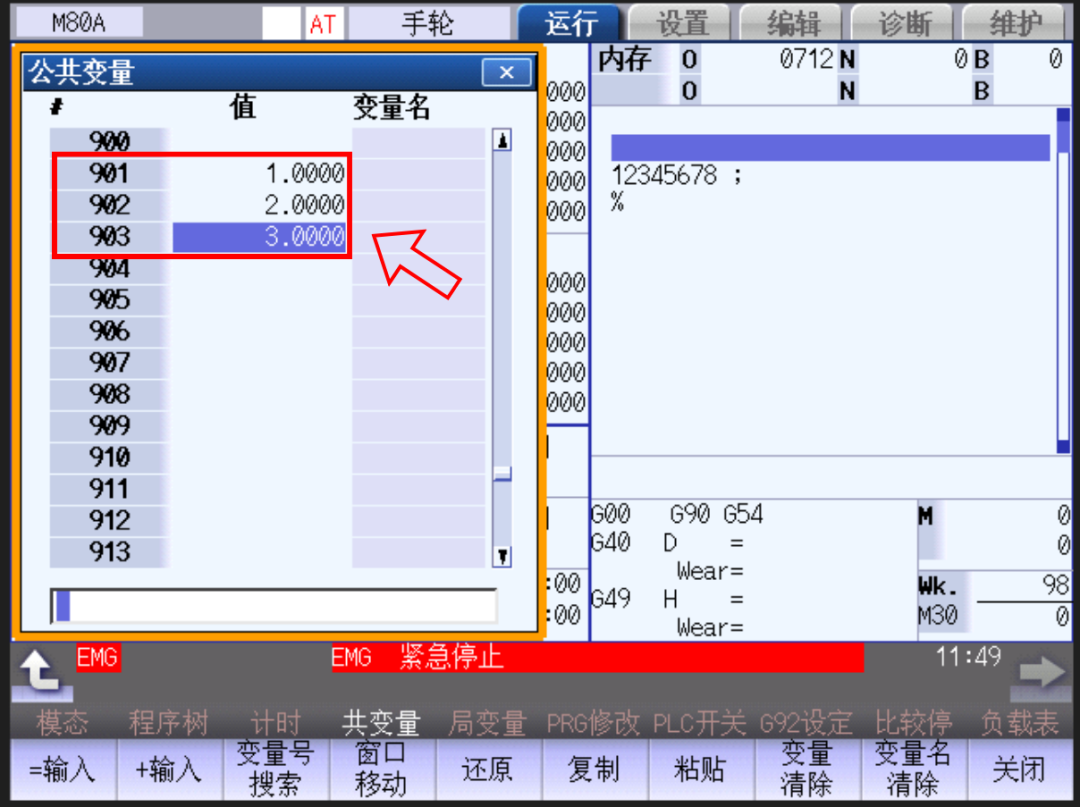
方法一:通过PLC开关开启大刀设置 1. PLC内有写大刀功能情况,可进入PLC开关画面按下“设置有效”,出现“进行参数设置吗?”的提示,“INPUT”按键确认,然后通过上下左右按键将光标移动到“大刀设置有效”,选择菜单键“ON”,选项变为蓝色设定成功。 如图1: 图1 方法二:通过系统的变量开启大刀设置 如果不能通过PLC开关开启,又如何开通大刀功能?较为简单的办法是通过宏程序实现大刀判断逻辑,通过系统变量设置大刀刀号;实际应用中可能遇到机床本身为PLC换刀或宏程序换刀两种情况,若机床本身为PLC换刀,则新增换刀宏程序;若机床本身为宏程序换刀,则在换刀宏程序中加入大刀判断逻辑。 1.大刀换刀的流程图 图2 2.大刀换刀宏程序 图3 3.共变量设置 在系统找到菜单“共变量”如图4: 图4 然后按“变量编号”输入“901”, 按“INPUT”,变量号“902”“903”按下图3设置: 图5 附加说明: ①变量#901 、#902 、#903分别为大刀 1 、2 、3刀号设置; ②大刀刀号设置范围2~刀库总容量-1 ; ③若只使用1把大刀,需将#901 、#902 、#903设为相同值; ④大刀功能不使用时请将#901 、#902 、#903设为 0 ; 再通过PLC程序增加以下报警: ①大刀刀号设置为相邻刀号则报警刀号干涉; ②大刀刀号设置超过2~刀库总容量-1的范围则报警刀号超限。 4.执行刀库初始化完成后,大刀开启设置完成 注:由于每家机床厂实现大刀功能的方法不同,需要采用哪种方法开启大刀设置可与机床厂家沟通。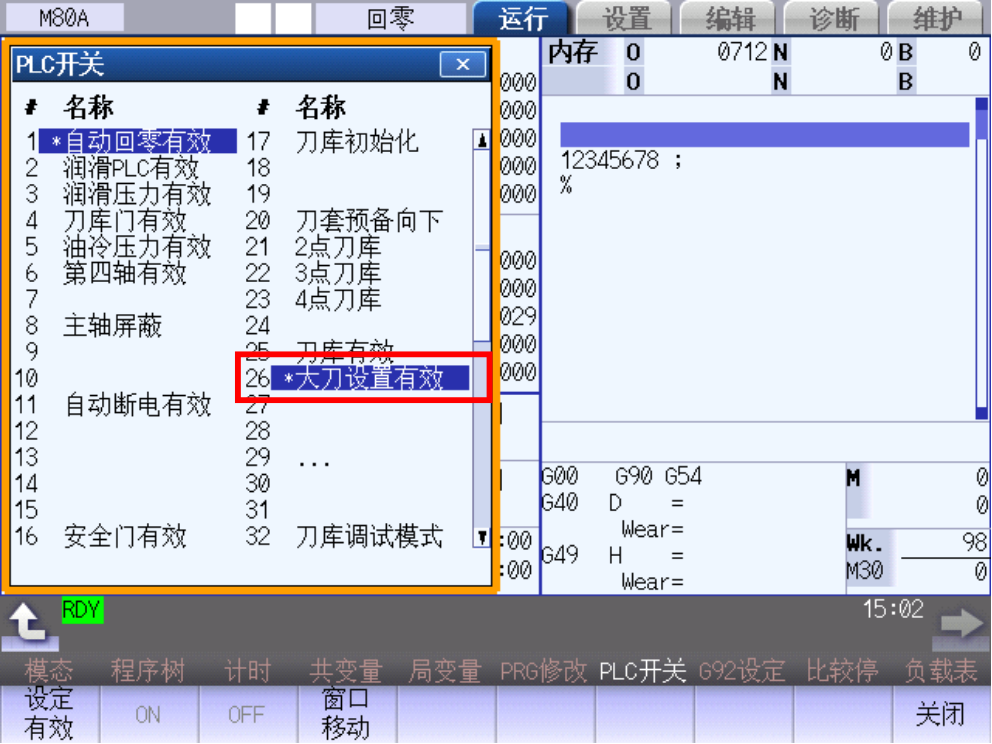

TAG标签:刀臂式刀库








